Изготовление шипов и проушин производят в следующей последовательности (рис. 23). Берут две заготовки (на одной будет изготовлен шип, на другой — проушина) и выполняют разметку. Для этого на каждой заготовке от торца отмеряют длину шипа или проушины, делают пометку. Затем, приложив угольник к плоскости бруска, по метке проводят линию перпендикулярно оси бруска (рис. 23, а). Так же проводят и линии по всем сторонам заготовки. Рассчитывают толщину шипа, устанавливают размеры на рейсмусе или на гребенке (рис. 23, б), затем проводят по торцу и боковым поверхностям бруска параллельные линии.
Чтобы избежать ошибок и порчи заготовки, мысленно присоединяют стыкуемые торцы (рис. 23, в) и представляют, где будет шип, а где проушина. Удаляемые части древесины помечают знаком X.

Рис. 23. Последовательность изготовления шипового соединения: а — поперечная разметка; б — продольная разметка; в — пометка удаляемых частей заготовки; 2 — продольное выпиливание шипа и проушины; д — поперечное выпиливание шипов
Затем по разметке выпиливают шипы и проушины (рис. 23, г, д). Перед выпиливанием производят запиливание— заготовку зажимают в заднем зажиме верстака наклонно (рис. 24, а) и делают неглубокий надрез. После чего заготовку закрепляют вертикально и выполняют пропилы (рис. 24, б) так, чтобы линии разметки были видны.

Рис. 24. Приемы продольного пиления шиповых соединений: а — запиливание; б — окончательное выпиливание
Выпиливают шипы и проушины мелкозубыми продольными и поперечными пилами различных конструкций (рис. 25). Мелкозубые пилы дают менее шероховатый пропил. Удобно запиливать шипы и проушины ножовкой для пиления металлов, оснащенной полотном с прямыми и наклонными зубьями для пиления древесины. Лучковые пилы служат для продольного и поперечного, а также для криволинейного и фигурного пиления. Полотно лучковой пилы тоньше, чем у ножовок и наградок. Широкую ножовку применяют для точного глубокого пиления. Узкой ножовкой можно выпиливать контуры отверстий. Обушковая пила, мелкозубая и тонкая, служит для получения узких пропилов. Наградка — для получения пропилов, не доходящих до края доски.

Рис. 25. Пилы, применяемые для выпиливания шиповых соединений: а — лучковая; б — ножовка широкая; в — ножовка узкая; г — обушковая; д — наградка; 1 — полотно; 2 — стойка; 3 — поперечина; 4 — тетива; 5 — закрутка; 6 — ручка; 7 — зубья
После выпиливания проушин их выдалбливают с помощью долота (рис. 26, а), зачищают и выравнивают стамеской (рис. 26, б). (Слово «стамеска» произошло от немецкого слова, означающего «долбящее железо».) Долотом выдалбливают отверстия и углубления различной формы. Ручка долота сверху оснащена металлическим кольцом, предохраняющим ее от растрескивания под ударами кияпки. Лезвие долота затачивают под углом около 35°. Стамеской зачищают шипы, гнезда и проушины, срезают фаски, выдалбливают с легким постукиванием киянкой гнезда в мелких деталях. Лезвие стамески затачивают под углом 20. 25° и тщательно правят оселком.

Рис. 26. Инструменты для выдалбливания проушин: а — долото; б — стамеска
Заготовку перед выдалбливанием проушины или гнезда устанавливают на подкладную доску, крепят к крышке верстака струбциной или зажимом. Переднюю поверхность долота обращают ко дну проушины. Режущую кромку долота устанавливают перпендикулярно волокнам на линию разметки (рис. 27, а). Долото держат вертикально и наносят удар по его ручке киянкой. Долото вытаскивают, режущую кромку устанавливают от зарубки по вырезаемой проушине на 5. 8 мм с наклоном, ударяют по долоту, наклоняют его и скалывают слой древесины на глубину 4. 8 мм (рис. 27, б). Линию продольной разметки оставляют. Затем вырубают проушину еще глубже (рис. 27, в).

Рис. 27. Последовательность выдалбливания проушины: а — поперечное надрубание дна; б — наклонное вырубание; в — углубление дна; г — долбление с противоположной стороны
Когда выдолблено больше половины глубины проушины, заготовку переворачивают на 180° и долбят с другой стороны, чтобы не скалывалась древесина при выходе из нее долота (рис. 27, г).
Гнездо долбят аналогично, но поочередно от обеих линий разметки. Если волокна древесины имеют косослой или завитки возле сучков, то размеры шагов при долблении уменьшают в два-три раза.
Для плотного соединения шипа и проушины их подгоняют стамеской или напильником, срезая излишки в нужный размер. Заготовку крепят на верстаке и, соблюдая меры предосторожности, срезают стамеской тонкие стружки с обрабатываемой поверхности, как это изображено на рисунке 28.

Рис. 28. Обработка шипов и проушин в размер: а, б — стамеской; в — напильником
Окончательную пригонку соединяемых поверхностей шипа и проушины производят напильником так, чтобы шип входил в проушину плотно при нажатии рукой или несильном ударе киянкой.
Склеивание шипового соединения осуществляют по технологии, уже изученной вами. На склеиваемые поверхности наносят клей, выдерживают на воздухе, пока клей не впитается в поры древесины. Затем детали соединяют и помещают в зажим до полного отвердевания клея (рис. 29).

Рис. 29. Зажим шипового соединения при склеивании
После склеивания изделие крепят на верстаке и производят зачистку поверхностей рубанком или напильником (рис. 30). При строгании шинового соединения рубанок следует передвигать от края к центру бруска, чтобы торцы шипов и проушин не откалывались.

Рис. 30. Крепление и зачистка изделия после склеивания: а — по пласти; б — по кромкам
Вы убедились, насколько трудоемко в изготовлении шиповое соединение. Однако при массовом производстве изделий с высокой точностью, без пригонки, шипы, проушины и гнезда вырезают фрезами на шипорезных станках при движении заготовок по конвейеру.
Практическая работа № 10
Разметка, изготовление и сборка шипового соединения
- По рассчитанным вами ранее размерам разметьте шиповое соединение для изготовления рамки.
- Выпилите шипы.
- Выпилите и выдолбите проушины.
- Подгоните стамеской или напильником шипы и проушины до их плотного соединения.
- Склейте шиповые соединения и зажмите их в струбцины, проверив равенство диагоналей рамки.
- Зачистите выданные учителем склеенные шиповые соединения.
Новые слова и понятия
Разметка, запиливание и выпиливание шипов и проушин, гребенка, вырубание проушин, долбление гнезд, долото, стамеска, подгонка шипа и проушины, пилы: лучковая, ножовка, обушковая, наградка; склеивание, зачистка шипового соединения.
При склеивании шиповых соединений применяют клеи синтетические горячего и холодного отверждения, приготовленные на основе смол М-70, КФ-Ж(М), КФ-МТ-15 и поливинилацетатную дисперсию. Наносят клеи на шиповые соединения кистями, щетками, клеенаносящими дисками на обе сопрягаемые поверхности. Расход клея зависит от вида клея, материала и шипового соединения (табл. 3).
| Склеиваемый материал | Расход клея г/м 2 |
| На прямой или вставной круглый шип | |
| Древесина хвойных пород | |
| Древесина твёрдых лиственных пород | |
| На ящичный шип | |
| Древесина хвойных пород | |
| При склеивание по кромке в четверть и на рейку | |
| Древесина твёрдых лиственных пород | |
| ДСтП |
На прочность соединения влияет толщина клеевого шва. Наиболее прочное склеивание получают при толщине шва 0,08—0,15 мм.
При использовании синтетических клеев допускается толщина клеевого слоя не более 0,3—0,35 мм.
При склеивании угловых соединений створок, фрамуг, форточек прочность на скалывание по клеевому слою должна быть 0,6 МПа, при соединениях в мебели — не ниже 2,1 МПа.
При склеивании шиповых соединений холодным способом целесообразна открытая выдержка не более 20 мин для всех клеев, кроме клея на основе смолы М-60. Для этого клея она составляет не более 30 мин. Холодный способ целесообразно применять только для склеивания закрытых шипов, иначе потребуется длительная выдержка в зажимных устройствах.
При холодном способе склеивания продолжительность выдержки в зажимных устройствах при склеивании прямых сквозных открытых шипов составляет 1,5—3 ч. Технологическая выдержка в стопе после освобождения из зажимных устройств или после обжима в вайме для холодного способа не менее 4 ч, для горячего 2 ч.
Рамочные конструкции запрессовывают при давлении 0,3—0,8 МПа. Во время склеивания прямых открытых шипов давление прикладывают в двух взаимно перпендикулярных направлениях: сжатие в одном направлении необходимо для посадки шипов до упора их заплечиков, а сжатие в другом направлении обеспечивает прижатие кромки шипов к дну проушины. При соединении на прямой открытый сквозной шип для получения нужной толщины клеевого шва необходимо создать давление на его плоскость в пределах 0,3—0,5 МПа.
Склеивание с применением поливинилацетатной дисперсии имеет свои особенности: расход клея 400 г/м 2 , выдержка между нанесением клея и приложением давления 4 мин, выдержка под давлением 2 мин, выдержка после распрессовки 2 ч. С течением времени клеевой шов практически не снижает своей прочности.
По длине бруски склеивают на ус и на зубчатый шип. При соединении на ус длина скоса равна 8 толщинам материала, а для деталей повышенной прочности — до 12. В зубчатом соединении соотношение шага зубцов к их длине принимают в пределах 1 : 4 . 1 : 5. Удовлетворительную прочность соединений получают при шаге 4— 10 мм. Применение зубчатых шипов упрощает процесс сращивания брусков по длине.
При склеивании торцевых поверхностей расход клеевого раствора следует увеличивать примерно на 50% или соответственно повышать концентрацию клея.
Собранный узел должен быть склеен без перекосов, вмятин и следов клея. Все детали его подлежат визуальной проверке.
Для склеивания шиповых соединений без нагрева применяют ваймы или зажимные устройства. Склеивание с нагревом производят на установках, оборудованных генератором ТВЧ. Перемещение рабочих органов, сжимающих шиповые соединения и создающих необходимое давление, осуществляют посредством пневматического, гидравлического или электромеханического приводов.
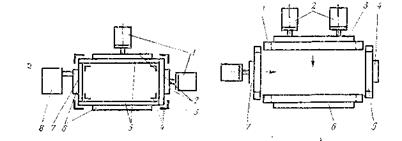
Рис. 22. Ваймы пневматические:
а — схема ваймы для склеивания ящиков в поле ТВЧ: 1 — пневмоцилиндры; 2 — передвижные упоры; 3, 5, 7 — стенки ящика; 4 — электроды; 6 — неподвижные упоры; 8 — генератор ТВЧ; б — схема ваймы для склеивания рамок: 1, 5 — бруски рамки; 2 — гндроцилнндры; 3 — передвижная линейка; 4 — неподвижный торцевой упор; 6 — неподвижная линейка; 7 — подвижный торцевой упор
Схема ваймы для склеивания ящиков с нагревом в поле ТВЧ показана на рис. 22, а. Предварительно наживленные стенки ящика устанавливают в вайме и сжимают между неподвижными и передвижными упорами. Сжатие обеспечивают пневмоцилиндры. После этого генератором на электроды подается напряжение и клей в шиповых соединениях отверждается под воздействием поля ТВЧ.
Для склеивания рамок (оконных створок) применяют ваймы (рис. 22,6). Вайма оборудована гидравлическим приводом, ее обслуживают двое рабочих. Наладку на нужный размер производят перестановкой неподвижной продольной линейки и неподвижного торцевого упора на требуемое расстояние с последующим их закреплением. Рамки собирают без предварительного наживления. После укладки в вайму брусков включают гидроцилиндры, которые перемещают упор и передвижную линейку. Упор и линейка сдвигают бруски таким образом, что шипы входят в проушины и рамка собирается.
Дата добавления: 2015-12-01 ; просмотров: 2090 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Цели:
- Познакомить учащихся с шиповым способом соединения деталей изделий из древесины;
- Совершенствовать эстетическое воспитание учащихся;
- Способствовать развитию технического мышления.
Тип урока: комбинированный (освоение новых знаний, обобщение и систематизация изученного).
Методы обучения: устный опрос, рассказ, демонстрация наглядных пособий (использование презентации выполненной в программе PowerPoint), практическая работа.
Ход урока
I. Организационно-подготовительная часть
Приветствие учителя, контроль посещаемости, проверка готовности учащихся к уроку, сообщение темы и целей урока.
II. Теоретическая часть
Повторение пройденного материала:
— Как затачивают стамески, долота и ножи для стругов?
— Что называют доводкой и правкой лезвия?
— Для чего нужна прифуговка зубьев пил?
— Как затачивают зубья пил для поперечной распиловки?
— Как затачивают зубья пил для продольной и смешанной распиловки?
— Как производят развод зубьев пил?
— Как должна располагаться режущая кромка относительно подошвы струга?
— Как настраивают и крепят нож на стругах с деревянной колодой?
— Как настраивают и крепят нож на стругах с металлической колодой?
— Для чего служит стружколоматель?
— Как прочищают засорившийся леток?
— Перечислите правила безопасности при очистки летка.
Изложение нового материала:
Учитель свое объяснение сопровождает показом призентации.
План рассказа учителя:
1. Основные виды столярных соединений
- Разметка и запиливание шипов и проушин
- Долбление проушин и гнезд
- Сборка шипового соединения
- Основные виды столярных соединений
Столярные соединения деталей бывают неразъемные и разъемные. К первым из них относятся уже известные вам соединения на гвоздях, ко вторым — на шурупах. На гвоздях и шурупах детали соединяют сравнительно быстро, но такие соединения не обеспечивают высокой прочности.
В клеевых соединениях различают элементы: шип, гнездо, проушину и др.
- Шип — выступ на торце заготовки, соответствует размерам и профилю проушины или гнезда соединяемой заготовки.
- Гнездо — отверстие (углубление) в заготовке, соответствует размерам и профилю шипа.
- Проушина — гнездо на торце заготовки, открытое с двух или трех сторон.
В немецком языке есть слово "шифф", оно переводится как "средник, средняя часть чего-либо", отсюда и возник термин "шип" как средняя часть сочлененной детали.
Из клеевых соединений наиболее распространены шиповые. Они подразделяются на угловые концевые, угловые серединные и угловые ящичные. Выбор числа шипов на заготовке зависит от толщины соединяемых деталей. Бруски толщиной до 40 мм чаще всего соединяют одинарным шипом, бруски толщиной 40..80 мм — двойными или тройными, бруски толщиной свыше 80 мм — тройными многократными.
Существуют правила определения размеров шипов и проушин. Так, размеры угловых концевых и угловых серединных соединений определяют по формулам:
Размеры углового ящичного соединения должны быть
Изделия с шиповым соединением деталей изготавливают по сборным чертежам.
2. Разметка и запиливание шипов и проушин
Для получения шипов и проушин заготовку вначале надо разметить в продольном и поперечном направлениях. Размечают шипы и проушины с обеих сторон заготовки. На той ее части, которую надо удалить, карандашом делают пометку (Х). Сначала ведут поперечную разметку. Для этого длину шипа (проушины) откладывают с помощью линейки и карандаша от базового торца вдоль ребер. С помощью угольника отметки соединяют поперечными линиями по пластям и кромкам. Рассчитав ширину шипа (проушины), размечают ее рейсмусом по торцу и кромкам продольными линиями.
После разметки проушины и шипы запиливают, используя пилу с мелкими зубьями, заготовку закрепляют в заднем зажиме верстака с наклоном 50 :.60? и делают запил.
Затем ее выравнивают и продолжают продольное пиление.
Пропил ведут рядом с разметочной линией по удаляемой части заготовки, не заходя за линию поперечной разметки. Затем проводят поперечное спиливание участков древесины ("щечек") для получения шипа. Пилят также мелкозубой пилой по удаляемой части древесины. "Щечки" спиливают поочередно сначала с одной стороны заготовки, затем — с другой.
На производстве шипы и проушины получают станочники шипорезного станка. Они должны хорошо знать свойства древесины, устройство станков, уметь выполнять все станочные операции, затачивать инструмент, настраивать станки.
3. Долбление проушин и гнезд
Долбление является обработкой древесины резанием при возвратно-поступательном движении резца в вертикальном направлении.
Проушины и гнезда получают с помощью долот и стамесок. Каждый из этих инструментов представляет собой стальной стержень с насаженной на него деревянной ручкой.
Долото предназначено для долбления гнезд и проушин. По его ручке наносят удары киянкой. Поэтому для предохранения ручки от раскалывания на нее насаживают еще одно металлическое кольцо. Рабочая часть долота иметь форму клина с углом 35 o .
Стамеска применяется для зачистки шипов, гнезд и проушин, срезания фасок, подрезки подгоняемых деталей. Кроме того, стамеской можно выдалбливать гнезда в тонких деталях. Рабочую часть стамески затачивают под углом 20 :25 o .
Термины "долото" и "стамеска" в немецком языке, откуда они произошли, имеют одинаковое значение и переводятся как "долбящее железо".
Долбят деталь на подкладной доске. Лезвие долота ставят параллельно линии поперечной разметки на расстоянии примерно 1 см от торца и фаской в сторону дна проушины. Удерживая долото строго вертикально, по нему наносят удары киянкой. Затем отступают от торца на 5:7 мм, ударяют по долоту и, наклонив его, подрезают и откалывают слой древесины. Устанавливают долото у линии поперечной разметки и повторяют действия. Гнездо долбят поочередно от обеих линий поперечной разметки.
На производстве механическое долбление древесины проводят станочники цепно-долбежных станков. Они выдалбливают продолговатые отверстия с помощью резцов движущейся долбежной цепи.
4. Сборка шипового соединения
Для сборки шипового соединения полученные шипы и проушины подгоняют до необходимого размера. При необходимости их подрезают стамеской и зачищают напильником. Для обработки стамеской заготовку закрепляют на верстаке. Правой рукой нажимают на торец стамески, а левой обхватывают ее стержень и регулируют направление резания. Напильником зачищают (подрезают) боковые стенки и дно проушины. Соединение деталей будет прочным в том случае, если шип входит в проушину при несильном ударе киянкой или нажатии рукой. Киянкой следует ударять не по шипу непосредственно, а через подкладную доску.
Подогнав шиповое соединение, его разбирают (разъединяют) для склеивания. Вначале шип и проушину смазывают клеем, выдерживают на воздухе для впитывания клея в древесину, а затем соединяют.
Собрав и склеив изделие, пользуясь подкладными досками, его сжимают в углах струбцинами. В зависимости от вида клея изделие выдерживают в сжатом состоянии до 24 ч.
Шиповое соединение после освобождения от сжатия строгают, чтобы убрать неровности на стыках, застывшие клеевые потеки и др. Строгают, закрепив изделие клиньями на верстаке, с двух сторон на полный размах рук сквозным (полным) движением рубанка.
Затем строгают кромки. Изделие закрепляют в переднем зажиме верстака с подкладной доской. Шиповые соединения строгают поочередно движением рубанка от края к центру соединенной детали.
Контролируют качество работы с помощью линейки и угольника.
На производстве шиповые соединения собирают сборщики изделий из древесины.
III. Практическая часть
Практическая работа "Шиповое соединение деталей изделия из древесины"
Организация рабочего места: учащиеся выполняют задание — каждый на своем рабочем месте.
Для выполнения работы понадобятся: верстак, заготовки, долото, стамеска, киянка, мелкозубая пила, измерительная линейка или штангенциркуль, клей, кисти, струбцины или тиски, напильник, шлифовальная шкурка.
Задания:
- Пользуясь рисунком, прочитайте сборочный чертеж ящика для каталога;
- Получите у учителя заготовки на изготовление рамки с шиповым соединением;
- Рассчитайте размер шипа, толщины щечек проушины;
- Составьте эскизы на шип и проушину с простановкой размеров;
- По рассчитанным размерам разметьте шиповое соединение для изготовления рамки;
- Запилите шипы и спилите "щечки";
- Закрепите на верстаке с подкладной доской заготовки с запиленными проушинами и произведите долбление;
- Проконтролируйте качество работы с помощью измерительной линейки или штангенциркуля;
- Подгоните стамеской или напильником шипы и проушины до их плотного соединения;
- Склейте шиповые соединения и зажмите их в струбцины, проверив равенство диагоналей рамки;
- Зачистите выданные учителем склеенные шиповые соединения;
Правила техники безопасности:
- Необходимо надежно закреплять заготовку на верстаке;
- Работать следует только исправным и хорошо заточенным инструментом;
- Не следует подрезать шипы и проушины стамеской и напильником, держа детали на коленях или в руке, а делать это нужно на верстаке в закрепленном положении;
- Нельзя резать древесину стамеской в направлении руки, поддерживающей деталь, нужно двигать стамеску лезвием от себя;
- Следует ударять киянкой точно вдоль оси долота;
- Переносить долото (стамеску) можно только лезвием вниз;
- По окончании работы долото (стамеску) нужно класть лезвием от себя. Нужно проследить, чтобы лезвия не выступали за край крышки верстака;
Текущий инструктаж.
Самостоятельное выполнение учащимися задания. Текущие наблюдения учителя, контроль за соблюдением правил техники безопасности, ответы на возникающие вопросы в процессе работы, проверка правильности выполнения заданий.
Заключительный инструктаж.
Оценка результатов работы учащихся, выбор лучших работ учащихся, разбор допущенных ошибок и анализ причин, их вызвавших, разъяснение возможностей применения полученных знаний, умений и навыков в общественно полезном труде.
IV. Итоговая часть
Установка на следующий урок:
На следующем уроке продолжится знакомство с технологией обработки древесины. Учащиеся получат знания о другом способе соединения деталей из древесины — шкантами и шурупами с нагелями.
Домашнее задание:
- Повторить пройденный материал;
- Прочитать параграф 9 в учебнике (6, с. 43-46);
Уборка рабочих мест.
Список используемой литературы.
- Бобров, В.А. Справочник по деревообработке /Серия "Справочники", -Ростов н/Д: Феникс,2003
- Карабанов, И.А. Технология обработки древесины: учеб. Для учащихся 5-9 кл. общеобразовательных учреждений.- М: Просвещение,1995.
- Самородский, А.Е., Симоненко, В.Д., Тищенко, А.Т. Технология. Трудовое обучение: учебник для учащихся 7 кл (вариант для мальчиков) общеобразоват. Шк. / под ред. В.Д. Симоненко, — М.: Вентана-Граф,1999.