
Разметка труб
Разметкой называется перенесение на трубу с рабочего чертежа размеров, необходимых для изготовления детали или элемента трубопровода. Разметка является важной и ответственной операцией, требующей тщательного исполнения. Разметчик-трубопроводчик должен уметь читать чертежи и пространственно представлять себе изделие, изображенное на чертеже; знать геометрические построения и вычерчивать развертки, знать необходимые припуски при дальнейшей обработке труб и деталей и учитывать их при установлении разметочных размеров; экономно расходовать материалы, максимально используя обрезки труб и других материалов.
Разметочные операции выполняют путем геометрического построения разметочных линий и знаков, для чего применяют переносные мерительные инструменты и шаблоны. Для разметки необходимы: стальная рулетка, линейка, угольник, циркуль, нутромер, штангенциркуль, рейсмус, транспортир, уровень, чертилка, кернер, молоток, а также шаблоны.
Шаблоном называется изготовленная с большой точностью деталь в натуральную величину (или ее развертка), пользуясь которой, размечают однотипные детали. Шаблоны изготовляют из картона, толя, жести.
Места разметки труб окрашивают меловой краской с примесью жидкого стекла или столярного клея. На 1 литр воды берут 120 г мела и 7 г столярного клея. На окрашенной поверхности чертилкой наносят риски, после чего их накернивают, чтобы предохранить от стирания. Во избежание значительных ошибок при нанесении линий на изделие запрещается пользоваться мелом.
Деление окружности на равные части (особенно на 5, 7, 11, 13 и т. д.) при разметке циркулем методом подбора представляет некоторые трудности. Чтобы упростить эту операцию, следует пользоваться табл. 7, в которой приведены коэффициенты К, позволяющие быстро подсчитывать размер шага (хорды) п при известном диаметре окружности по формуле:
Например, окружность диаметром 300 мм нужно разделить на 11 равных частей. По табл. 7 находим коэффициент К, равный 0,282; следовательно, шаг = 300х0,282 = 84,6 мм. Установив на циркуле этот размер и отложив его по вычерченной окружности, получим деление ее на 11 частей.
Для разметки труб с условным проходом от 100 до 500 мм на сектора для сварных отводов применяют шарнирное приспособление (рис. 34). Оно состоит из призмы 1, которую устанавливают на трубу, шарнирного рычага 4, укрепленного на транспортире 2. На конце рычага имеется карандаш 3 или чертилка. Транспортир может поворачиваться на 90° в обе стороны. Данным приспособлением можно также размечать концы равнопроходного штуцера.
| Таблица 7 | |||||||
| Деление окружности на п равных частей | |||||||
| п | к | п | к | п | к | п | к |
| 1 2 3 4 5 6 7 8 9 10 |
0 1 0,866 0,707 0,588 0,5 0,434 0,383 0,342 0,309 |
11 12 13 14 15 16 17 18 19 20 |
0,282 0,259 0,239 0,223 0,208 0,195 0,184 0,174 0,165 0,156 |
21 22 23 24 25 26 27 28 29 30 |
0,149 0,142 0,136 0,131 0,125 0,121 0,116 0,112 0,108 0,105 |
31 32 33 34 35 36 37 38 39 40 |
0,101 0,098 0,095 0,092 0,09 0,087 0,085 0,083 0,08 0,078 |
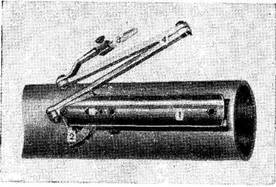
Рис. 34. Шарнирное приспособление для разметки труб:
1 — призма, 2 — транспортир, 3— карандаш, 4 — шарнирный рычаг
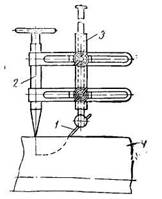
Рис. 35. Универсальный циркуль для разметки отверстий на трубах:
1 — чертилка, 2 — установочная ножка, 3 — подвижная ножка, 4 — труба
Для разметки на трубах отверстий под штуцера используют универсальный циркуль (рис. 35); он позволяет размечать отверстия под любым углом врезаемого штуцера. Циркуль закрепляют на трубе и поворотом штанги-чертилки, установленной на необходимый радиус, размечают отверстия. При разметке врезок, расположенных под углом к оси трубы, стойку устанавливают на нужный угол. С помощью данного циркуля размечают шаблоны, очерчивая контуры отверстия на бумаге, картоне, жести, навернутой на трубу нужного диаметра.
Для разметки линий обрезки торцов штуцеров под врезку, секторов и полусекторов сварных отводов часто применяют шаблоны. Размеры для изготовления шаблонов должны быть указаны в рабочих чертежах или нормалях; в случае их отсутствия размеры находят графическим способом.
Рассмотрим два примера графического построения развертки.
Пример 1. Графическое построение развертки .линии косого реза трубы под углом для изготовления шаблонов сектора сварного отвода (рис. 36).
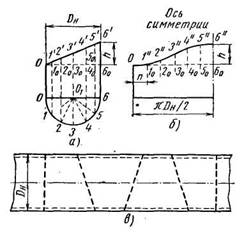
Рис. 36. Построение развертки сварного отвода:
а — вспомогательный чертеж для построения шаблона, б — шаблон (половина) для концевого сектора, в — схема раскроя трубы на секторы
Вырезанный и свернутый шаблон надевают на прямую трубу (рис. 36, в) и производят разметку.
Пример 2. Графическое построение развертки линии реза при пересечении двух труб разных диаметров под прямым углом (рис. 37), т. е. разметка установки штуцера.
До начала изготовления штуцера из листа картона или толя делают шаблон. Для этого мелом вычерчивают в натуральную величину проекции тройнинка. Радиусом, равным половине наружного диаметра штуцера, вычерчивают вспомогательную полуокружность, которую делят на п/2 равных частей. Из точек 1‘, 2′, 3′ и т. д. проводят прямые, параллельные оси штуцера (рис. 37, а). На пересечении этих прямых с окружностью большой трубы диаметром D получают точки 1", 2", 3" и т. д., через которые проводят линии построения, параллельные оси большой трубы, до пересечения с соответствующими перпендикулярными линиями на первой проекции. Искомые значения высот развертки будут равны длине соответствующих отрезков 1—1, 2—2, 3—3и т. д. Для построения линии развертки штуцера на листе картона, жести или толя проводят прямую, длиной, равной длине окружности трубы диаметром D, и делят на п равных частей (рис 37, б). В точках деления прямой 1, 2, 3 (см. рис. 37, а) восстанавливают перпендикуляры, на которых откладывают соответствующие высоты. Полученные точки с помощью лекала соединяют плавной кривой. Затем вырезают шаблон, надевают его на трубу и по нему делают разметку для последующей вырезки.
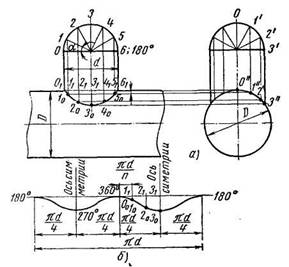
Рис. 37. Построение развертки врезаемого штуцера:
а — вспомогательный чертеж, б — шаблон для штуцера
На разметочной плите или на листе картона в натуральную величину выполняют вспомогательный чертеж, по которому определяют все размеры, образующие сектор (рис. 36, а). Для этого из произвольно выбранной точки О, как нз центра циркулем проводят полуокружность, радиус которой равен половине наружного диаметра трубы R=DН/2 —. Полуокружность трубы разбивают на п/2 равных частей. Из точек 1, 2, 3 н т. д. проводят прямые, параллельные оси цилиндра, до пересечения с линией косого реза в точках 1‘, 2′, 3′ и т. д. Далее из точки О проводят прямую, перпендикулярную оси трубы. Пересечение этой прямой с проведенными параллельными прямыми обозначают 1, 2, 3 и т. д. Полученные длины отрезков 1—1, 2—2, 3—3 и т.д. соответствуют значению высот развертки.
После построения вспомогательного чертежа на материале, используемом для изготовления шаблона, наносят прямую (рис. 36, б), равную длине окружности трубы (πDН) н разбивают ее на п равных частей (точки 1, 2, 3и т. д.). Восстановив перпендикуляры в каждой точке деления, откладывают на них соответствующие значения высоты развертки. Полученные точки 1", 2", 3" и т.д. соединяют с помощью лекала плавной кривой, являющейся кривой развертки. Вторую половину развертки выполняют аналогично первой.
Графическое построение развертки линии реза при пересечении двух труб одинаковых диаметров под прямым углом производят аналогично предыдущему примеру. Отверстие в трубе размечают по готовому штуцеру.
Для разметки на наружной поверхности трубы осевых линий, а также линий или точек, расположенных под любым углом к плоскости перпендикулярного сечения трубы, пользуются приспособлением, приведенным на рис. 38. Приспособление состоит из корпуса с опорной призмой 1, делительного диска 2, уровня 3 и кернера 4. Диск может поворачиваться на 90° в обе стороны от вертикальной риски, нанесенной на корпусе. При разметке осевой линии приспособление устанавливают на трубу так, чтобы уровень находился в горизонтальном положении (делительный диск установлен на отметке 0). Перемещая приспособление трубы и следя за тем, чтобы уровень сохранял горизонтальное положение, кернером наносят на трубе ряд точек, через которые проводят осевую линию. При разметке линии под углом диск устанавливают на заданный угол и приспособление перемещают по окружности изделия до тех пор, пока уровень вновь не примет горизонтальное положение.
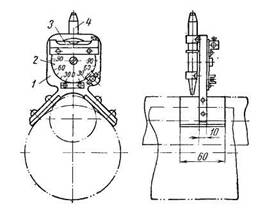
Рис. 38. Приспособление для разметки осей на трубах:
1 — корпус с опорной призмой, 2 — делительный диск, 3 — уровень, 4 — кернер
Разметка является трудоемкой операцией и, как правило, ее выполняют только в единичных случаях. В условиях трубозаготовительных баз и заводов трубы обрабатывают без разметки с помощью специальных приспособлений и станков, не требующих предварительной разметки.
1. Что такое шаблон?
2. Как делят окружность на равные части?
3. Как выполняют графическое построение развертки секционного сварного отвода? Как производят графическое построение развертки штуцера тройникового соединения?
Все материалы раздела «Обработка труб» :
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
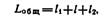
Где LОбщ – длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1 = L – S – длина прямого участка, м;
L2 = L1-S‑длина второго прямого участка, м; [S – скид, мм (табл. 5)].
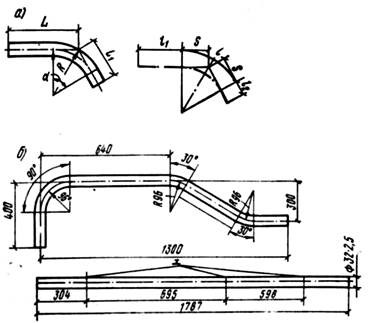 Рисунок 1. Разметка трубы для изгиба
Рисунок 1. Разметка трубы для изгиба
- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
 Рис. 5. Разметка пересечения двух труб
Рис. 5. Разметка пересечения двух труб
- а – построена для изготовления шаблона;
- б – шаблон.
Таблица 5. Скиды и длины изогнутых частей трубы для любого радиуса
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм)гнутья и углов гиба
| 0,6981 | 1,0472 | 1,2915 | 0,364 | 0,5774 | 0,7673 | 40 | 60 | 75 | 0,1745 | 0,3491 | 0,5236 | 0,0875 | 0,1763 | 0,2679 | 10 | 20 | 30 | 0,0087 | 0,0349 | 0,0698 | 0,0045 | 0,0175 | 0,0349 | 30′ | 2 | 4 | Читайте также: Как сделать парашютик из бумаги Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм). 2. Величину скидов и длину изогнутой части для углов, не указанных в таблице, определяют путем сложения. Например, скид для угла 53е равен сумме скидов для углов 45 + 5 +3° и т. д. Изготовление шаблонаДля построения линии развертки на листе плотной бумаги проводят прямую линию длиной πd и делят на 6 частей. В точках деления проводят перпендикуляры, на которых откладывают величины 1–1, 2–2, 3–3, 4–4, 5–5. Полученные точки соединяют плавной кривой. Легко заметить, что линия развертки симметрична. Вторую половину получают, согнув лист по перпендикуляру в точке 6. Изготовив шаблон, его переносят на трубу, намечая линию реза чертилкой или мелом.
Для разметки отверстий в трубах под врезку можно пользоваться универсальным циркулем (рис. 3.). Циркуль закрепляют на трубе и поворотом на 360° штанги-чертилки, установленной на определенном делении мерной линейки, очерчивают контур вырезаемого отверстия. Вырезку отверстий в трубах и резку врезаемых патрубков в небольших мастерских и на монтажной площадке проводят газопламенным методом. В работах, связанных с монтажом труб водоснабжения или отопления, очень часто возникает необходимость врезания труб под прямым углом. И выполнить качественное соединение не так то и сложно, главное знать какой формы должен быть идеальный срез седла трубы и как его сделать. Правильное соединение облегчит процесс сваривания труб и в значительной степени увеличит прочность соединения. Для этого не потребуется каких-либо дорогих и замысловатых инструментов, затраты времени и сил будут минимальными. Необходимые инструментыДля данной работы потребуется минимальный набор инструментов, некоторые из них обязательно найдутся у домашнего мастера:
Процесс работыРаботу по созданию идеального седла трубы, начнем с закрепления ее в тисках угломера под углом равным 35 градусам, относительно полотна пилы по металлу или режущего диска болгарки. Высокая точность выставления угла важна, но уровень допустимой погрешности все же есть, он составляет примерно 2 градуса. Место реза на трубе не должно проходить прямо по центру верхней грани, необходимо сделать отступ в 5 мм. Произведя отрез отмеренной части трубы выбранным вариантом инструмента, следует провернуть заготовку на 180 градусов. Выставляем трубу так, чтобы линия нового среза была строго симметрична уже отпиленному краю. Сделав отрез с другой стороны, мы получаем, что-то визуально похожее на колышек. А это означает, что наша труба с идеальным седлом для вреза под прямым углом готово. Если не учесть отступ в 5 мм от центра верхнего края, то края получатся заостренными и высокими. А это, в свою очередь, будет мешать идеальной посадке при врезе в перпендикулярную трубу. Но это можно легко исправить, просто немного сточив заостренные края болгаркой или срезав их пилой по металлу. На этом процесс изготовления закончен. Можно приступать к монтажу необходимой конструкции. «> |
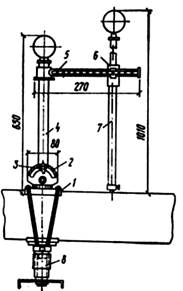 Рисунок 3. Универсальный циркуль
Рисунок 3. Универсальный циркуль 







